


During pressure welding, two workpieces that you want to connect are heated up to the melting point and then connected to each other by pressing them together. There are many different methods available to accomplish that. The method used most frequently in the automobile industry along with the area of transportation means and household appliance production as well as in the metalworking industry is resistance spot welding.
Resistance pressure welding: high energy supply in a short time
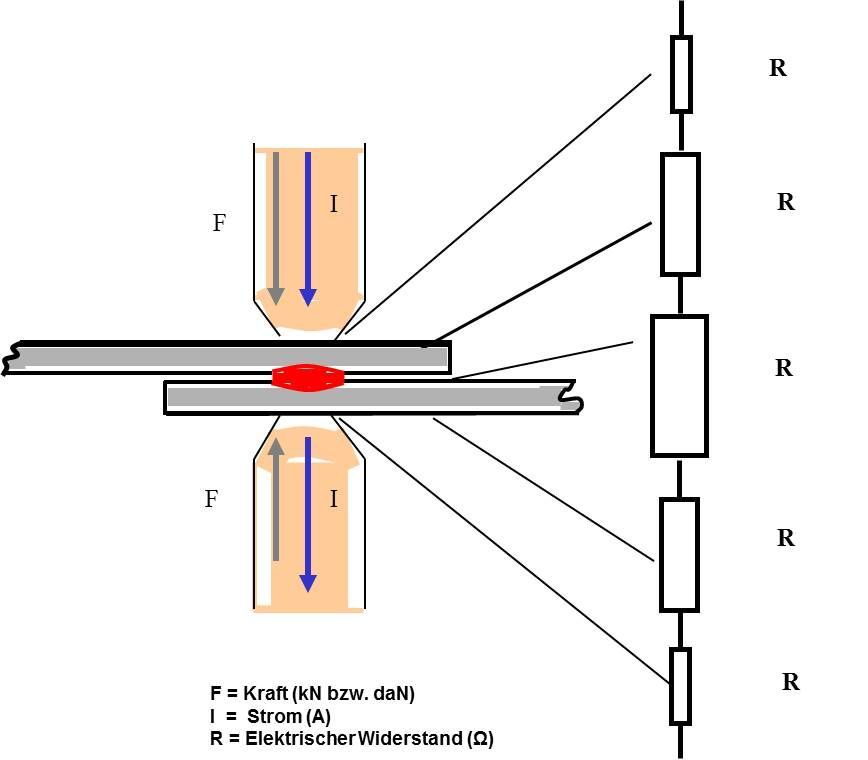
During resistance pressure welding, electrodes takeover two tasks: To press two superimposed metallic, conductive workpieces together. By using the current, the welding point between the electrodes is heated to the required temperature. The shape and strength of the weld nugget depends on the three main welding parameters of current, time and pressing force. During resistance pressure welding, within an extremely short time a high amount of energy is concentrated on a small area and pressure generated with pneumatics, hydraulics, servomotors or electromagnets create a permanent connection. The current flowing through the electrodes can be as high as 800,000 amperes.
Advantages: Cost-effective and weight-neutral pressure welding method
The advantages of resistance welding for industrial production are evident. Since no additional materials are necessary for this pressure welding method, it is comparatively economical. Furthermore, the weight of the workpiece is not increased due to joining with resistance welding since no additional material or, for example, rivets, is necessary. That is an aspect that is of great importance to the automotive sector along with the aerospace industry and many other industries.
Areas of application: ideal for large-scale production
Additional assets of resistance pressure welding: The base material is not destroyed, the strength of the joint connection is very high and the actual welding time is only a few milliseconds. The point on the workpieces that was welded is hardly visible at the end so elaborate rework can be omitted. Overall, this method is virtually ideal for large-scale production and short production cycles. Nowadays it is considered the most efficient way to connect metallic, conductive materials process-capable and process-reliable.
Technology: Four types of welding current generation
Along with the welding force, the welding current is the main factor during resistance welding. Various technologies are used to generate the current. The classic variants are:
- 1-phase alternating current welding (AC)
Is the cheapest and simplest type of manufacturing resistance welding plants or welding guns. However, the heat introduction takes a relatively long time, which leads not only to discolorations and tarnishing on the material but also to disadvantages regarding the current consumption, mains load and adjustment and control parameters. - 3-phase direct current welding (DC)
Here, transformers are used to convert alternating current into direct current to generate higher and high-energy welding current. However, the required investment costs are relatively high. The space requirement of the plant is also large. - Medium frequency welding (MF-DC)
This is a combination of alternating and direct current welding methods. One important advantage over both individual methods is that a very high current increase is achieved. In synergy with the high-energy welding current, very short welding times are possible - and with significantly smaller and lighter transformers.
Innovative: modern methods of resistance welding
With the aid of new technologies for welding current generation, materials that previously could only be poorly welded can now be connected process-reliable. The welding time is significantly reduced. That means that even different materials and aluminum can be connected without problems in automated production processes. Find out more and get informed right now about three innovative methods of pressure welding - methods we exclusively provide.