magneticDRIVE – the revolution in resistance welding
With the unique magneticDRIVE we have broken through the applicable physical limits for pressurization and follow-up characteristics. And that is truly revolutionary. Even though regarding stronger current flow and shorter welding times in past years great progress has been made, for decades it was not possible to optimize the pressing force and the follow up characteristics in the sense of improved welding results. The magneticDRIVE technology which we newly developed and launched on the market makes exactly that possible for the first time. Here, the latest microprocessor-controlled magnets are used that open completely new perspectives with immense power and speed: Even aluminum and high-strength steels can be cleanly welded with magneticDRIVE, without splatter and with very short cycle times. The quality and productivity advantages that you gain with magneticDRIVE are enormous. Production can be realized with extremely low welding current and welding force thanks to precise adjustment and synchronization of electrode force with welding current. Based on this, considerable amounts of energy can be saved.
Immense power, deployed under control
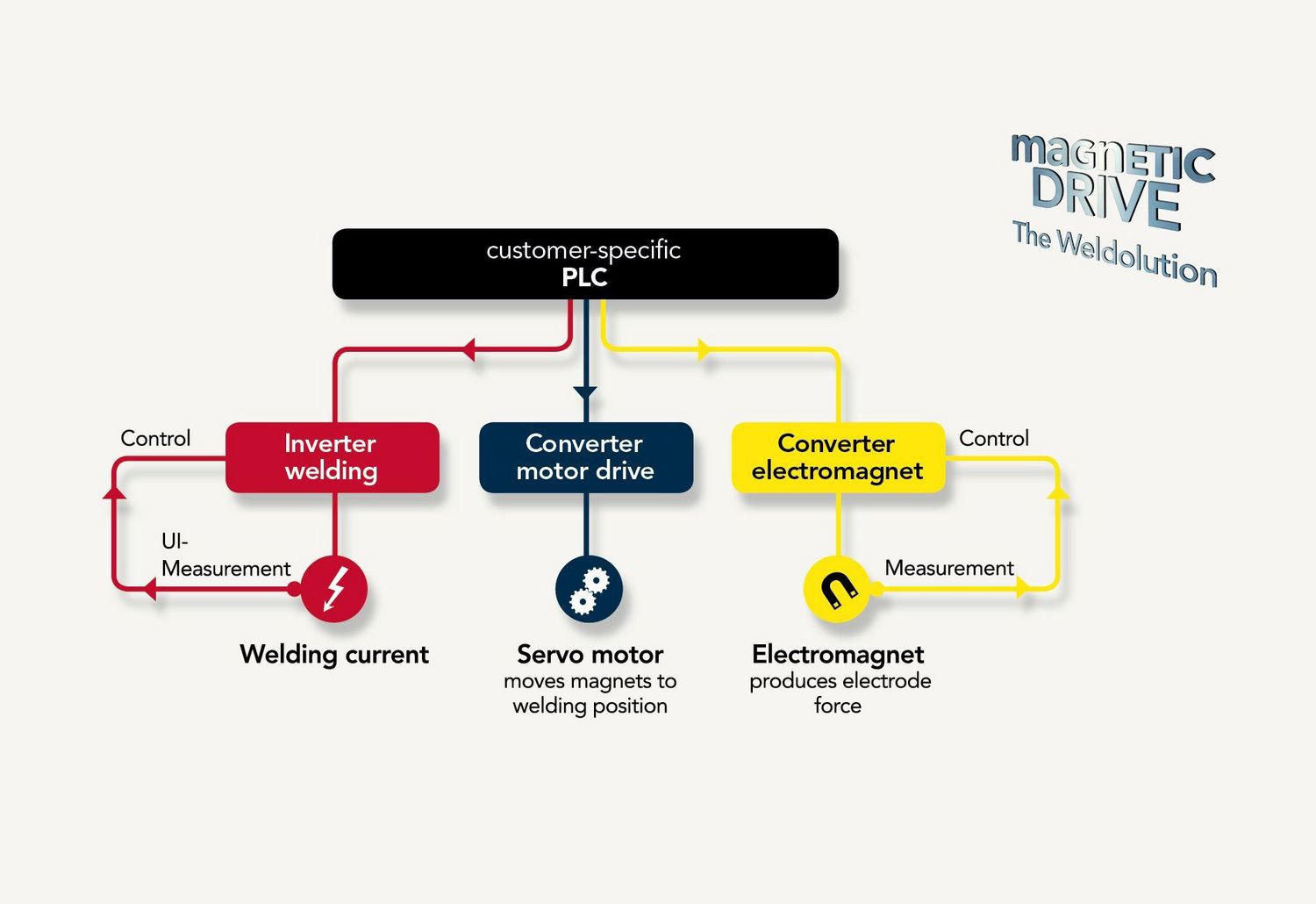
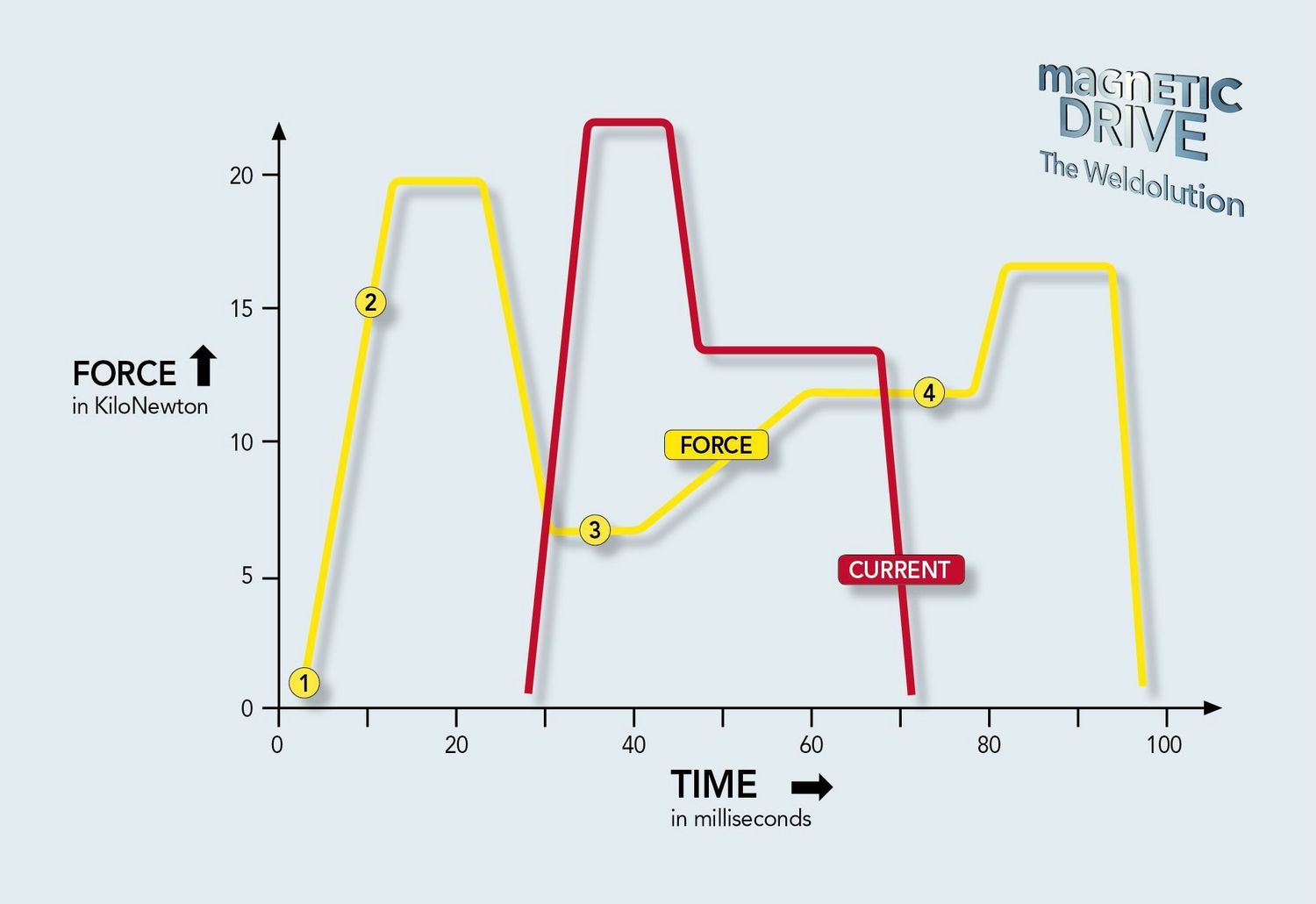
With welding guns and machines that are equipped with magneticDRIVE, a large force is created through repelling electromagnets, which act on the electrodes. The strength and time span of the force pulse is something you can very-precisely define through so-called force profiles for every welding job. With the aid of these profiles, you can control within milliseconds and across the entire force range the force rise and reduction and, if necessary, also the force curve.
With magneticDRIVE you determine the force or the pressure which will be used for the welding. And that is guaranteed always exactly the same or less than you defined. The welds of a row are always made with the exact same electrode force and the follow-up characteristics are perfect.
Downloads

Precisely controllable power for higher quality and improved productivity
Faster, gentler and more precise welding –
thanks to the exactly-adjustable force profile that ensures great follow-up precision. The interaction of welding current and power is perfectly matched so better results can be obtained with 30 % less energy input.
Material-sparing welding with small plants:
In machines that are operated with magneticDRIVE, the wear is significantly less than on those that use conventional drive technology. That reduces maintenance intervals. Furthermore, the entire plant can be dimensioned smaller.
No weld splatter, not rework:
Every weld is made with the exact same electrode force. Due to the perfect follow-up characteristics, there is no breakdown of the electrode force. Welding splatter then becomes a thing of the past.
Energy-saving welding:
When you weld with magneticDRIVE you profit from comparatively low current consumption. The requirements placed on the cooling capacity and the fuse protection are also low and you need fewer feed lines than in classic methods.
New options in lightweight construction and material mix
In lightweight construction, substances with low welding characteristics and different materials have to be securely and reliably joined. The point is to create indissoluble connections in a manner that spares the materials and is efficient in a precisely-controllable process. That is achieved with magneticDRIVE in a perfection unknown to now. For example during:
- Spot and projection welding of aluminum
- Welding on nuts
- Connecting resistance welding elements and high-strength steels
You can obtain the following NIMAK solutions with magneticDRIVE:
- Spot welding machines
- Projection welding machines
- Capacitor discharge welding plants
- 10 kN module for robot welding guns