Explained briefly and concisely: the spot welding process
Resistance pressure welding with a spot welding unit
Regardless which spot welding unit is used, during spot welding metal workpieces are always joined by pressing two electrodes together and feeding in current. The local current flow creates heat. Both workpieces are heated up at the point you want to weld through the current flow until the material melts and, under the pressing force of the copper-alloy electrodes, a so-called weld nugget develops. The required welding time varies depending on the concrete welding job along with the welding current and the electrode force. However the following always applies: Spot welding really fast – within just a few seconds, although the actual welding time is usually even less than one second. No additional materials are required. The process creates permanently stable connections, is easy to handle and is one of the most cost-effective connection methods. That is another reason why resistance spot welding units are used in many automated production processes. Spot welding aluminum poses particular requirements on all types of welding units.
Resistance spot welding unit: various technologies can be used
Resistance spot welding works, as you can infer from the name, with the resistance between the metallic and conductive materials you want to weld, which lie on top of each other. The welding current creates the most heat at transition point between the components - where the resistance is greatest. That is necessary to fuse the materials you want to join and to connect them with each other. That makes the welding current - along with the welding force - the most decisive parameter during resistance welding. Depending on the technology being used, the duration of the welding current fluctuates between a few milliseconds up to several seconds.
The four most common types to generate the welding current are:
- 1-phase alternating current welding (AC)
- 3-phase direct current welding (DC)
- Medium frequency welding (MF-DC)
- Capacitor discharge welding (KE)
1-phase alternating current welding was the most common variant to generate the welding current for a long time since it is simultaneously the cheapest and simplest way to fabricate a resistance welding plant or welding guns. However, this is not the best way in technological terms. Since here only during each positive half-wave of the classic alternating current the corresponding energy is introduced into the weld metal, the heat input up to the fusing of the material takes correspondingly longer and the heat has enough time to expand into the environment of the future spot weld. This leads to undesired discolorations (tarnishes) and to the burn-off of any possibly extant coatings. Along with that, there are additional disadvantages such as high current consumption, unsymmetrical mains load, power loss with large secondary circuits, setting and control parameters in the period range instead of milliseconds.
In 3-phase direct current welding three alternating current transformers are interconnected on the secondary side and, using a diode rectifier package, the alternating current is converted into direct current. It provides significantly more and higher energy welding current, larger secondary circuits can be bridged without any major power losses and the mains connection is symmetrical which leads to smaller power feeds and fuses. The disadvantages of the system are relatively high investment costs, the space required by the three transformers and the rectifier along with the relatively long current rise.
Medium frequency welding is quasi a combination of both aforesaid systems. This also involves only one transformer as in the ac system, but it is triggered with 1000 Hz instead of 50 Hz and has a secondary-side rectifier. That allows using the advantages of DC welding (higher energy welding current, lower mains connection and fusing, bridging large secondary circuits without any major power losses, etc.). But there are advantages in addition to that such as much fast current rise which, in combination with the higher energy welding current, enables very short welding times and thus greatly reduces tarnishes and the burn-off of coatings, a facility for 20x more exact settings and adjustments, since the system operates with 1000 Hz instead of 50 Hz, and a reduction of the size and weight of the transformer, which enables usage in manual and robot welding guns.
On the other hand, capacitor discharge welding continues to be considered somewhat “exotic”. But NIMAK repeatedly proves that this is not the case with sophisticated plants and concepts for welding jobs that only be process-reliably solved with the KE technology. In KE welding, during the machine standstill time, e.g. when populating with components, a capacitor battery is charged from the mains. This can be completed in less than 1 second, but could also stretch out across several seconds. The more time available for charging, the lower the required mains connection and, depending on the size, such a machine can be quasi charged up on a normal “socket-outlet”. When the machine is ready to run, the previously charged capacitor battier is discharged through the welding transformer. That that occurs in less than 10 milliseconds, the necessary welding energy is place only in the melting zone and the surrounding material is not heated up. That is also one reason that KE machines can sometimes even do without an own water cooling! Welding currents of up to 800,000 amperes can thus be reached through the number of capacitors. The disadvantage of the KE system is the space requirements caused by the capacitor cabinet and the relatively large and heavy transformers, which permits only partial use, e.g. in welding guns. A glance at the price list however refutes a popular belief that KE machines are always significantly more expensive than MF systems. On the contrary - the more welding current needed, the cheaper a plant with KE technology becomes when compared to MF technology.
Connect materials through resistance spot welding
Spot welding connects metals together by causing the atoms of two parts to interact - for instance in a molten state. Whether and how well parts can be connected to each other through spot welding depends on the physical properties of the parts to be connected. And, on their interaction behavior with the electrode materials. The prerequisites for the use of the spot welding method are especially favorable if both materials have similar melding points and exhibit low electrical and thermal conductivity. A high material plasticity also eases spot welding. In practical welding work, three material groups are differentiated:
- Materials with high electrical and thermal conductivity and low welding characteristics: for example aluminum and precious metals such as gold, silver and bronze
- Materials that can be easily welded together: including nickel, titanium, platinum
- Hard and brittle materials with high melting temperatures and average electrical conductivity such as chrome and iron
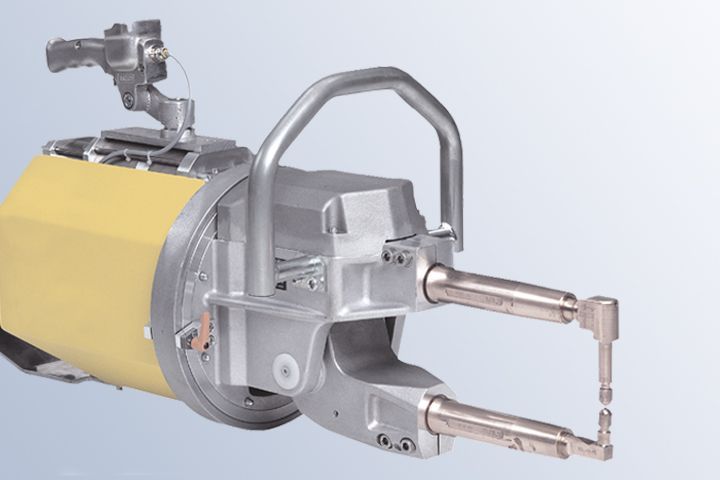
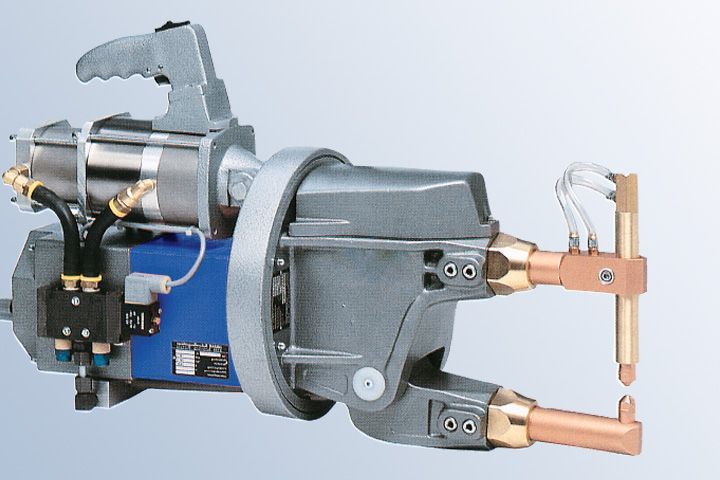
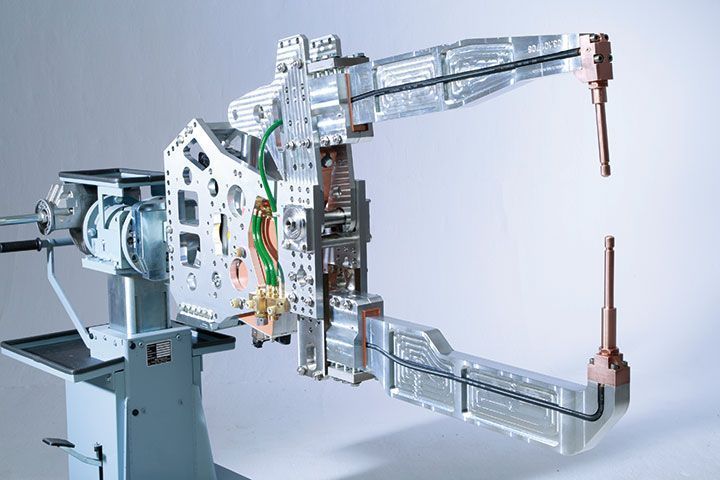
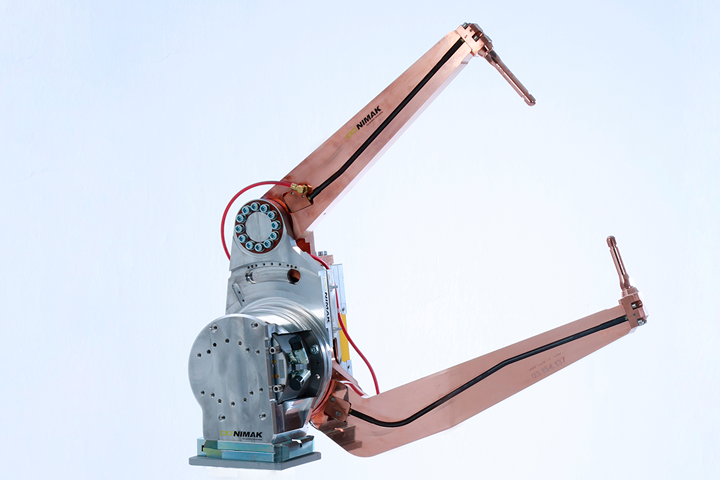
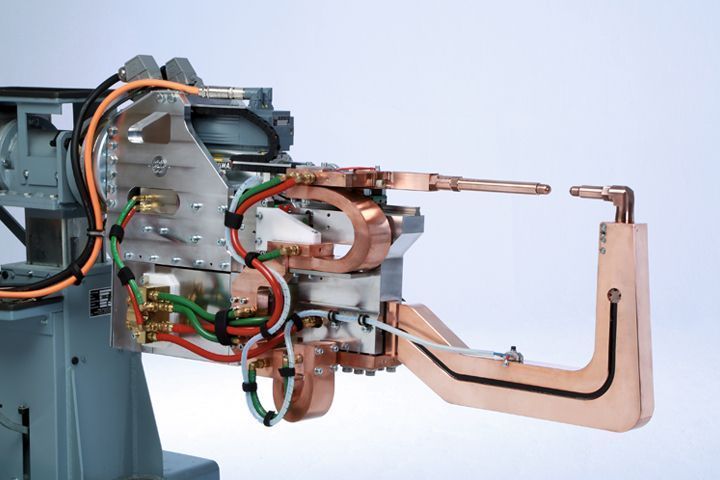
Welding guns and spot welding machines
Along with spot welding machines, manual and robot welding guns can also be used for resistance spot welding. These guns basically comprise a drive, a welding transformer, a power generation system and two electrode arms. Weld guns can be made in X- or C-design. The first robot welding guns ere developed and launched on the market by NIMAK in the 70’s. Nowadays they are globally used in automated production processes for everything concerning sheet metal working and machining. For industrial manufacturing, along with mobile welding guns - made as manual and robot guns - stationary spot welding machines are also used. Depending on the welding demands they are available as table-top or floor machines. Spot welding aluminum puts special challenges on welding units and requires high currents that can only be achieved with special high-performance transformers.
Spot-weld methods in various sectors
Spot-weld methods are used for instance in automobile production, when manufacturing household goods and in metalworking and machining. In aerospace, parts are also joined with the spot welding technique to create permanently reliable and robust connections. While robot welding guns are used in automated production processes, companies like to work in prototype construction or in test phases with manual guns. Crafts and trades enterprises specifically use manual guns and the associated resistance spot welding.
Our solutions for your challenges: Purchase a spot welding unit
As your partner for everything involving spot welding, for you we develop, design and fabricate welding guns and welding machines that exactly match your requirements. The product range spans from complete new developments and modular systems with individualization options through standard machines that we orient to your needs and make in correspondence with your requirements. Get to know our selection for your spot welding unit: